

Manufacturing is one of the most important fields that humanity has invented. The power of production has always powered our everyday life, pushing science and engineering forward propels the speed and quality of life in society. We have all heard about the industrial revolution of the 18th century when society switched from manual production to machinery.
But if you’re working in manufacturing, you’ve probably also heard that we are living in the time of the fourth industrial revolution, which goes by Industry 4.0. It's a new era for manufacturers, which entails new approaches to the production processes. But firstly, we would say that it’s a shift in the paradigm of technologies, which are instrumental to the manufacturing business: the focus on connectivity and the factory as a unified entity rather than an institution divided into separate, segregated functional units.
Wonder how Industry 4.0 impacts the business objectives of modern manufacturing and what real value it could bring for your factory? In this article, we walk you through the main features and key aspects of Industry 4.0, the concept of smart factory, Industrial Internet of Things (IIoT), and their application.
Historical Context of Industry 4.0
Humanity has gone through four major shifts in manufacturing over the course of the last 300 years. Every revolution was a result of the steady accumulation of knowledge and expertise, pushed by the growing competition, greed, demand of society, and scientific progress.
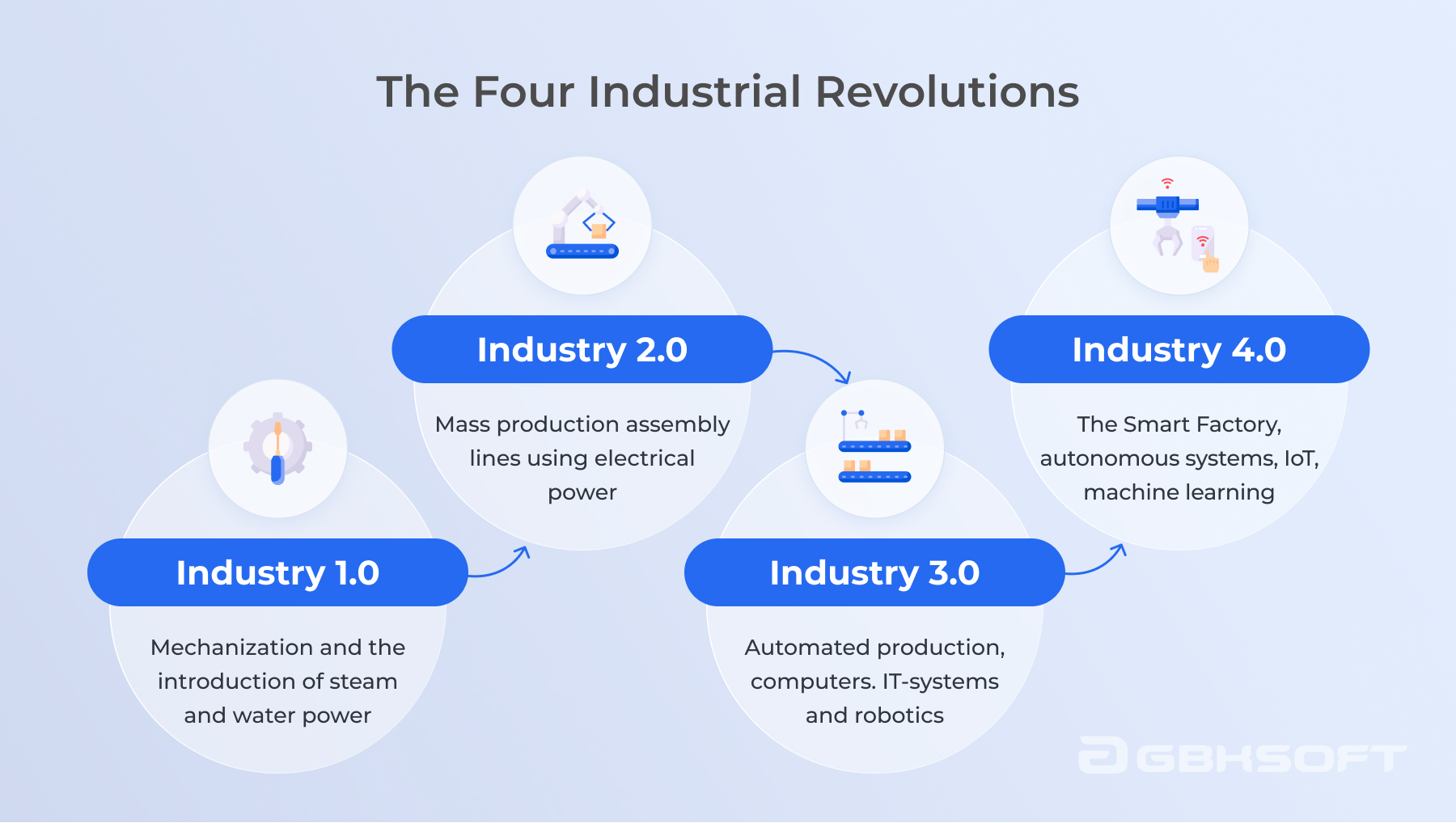
The First Industrial Revolution occurred between 1760-1840 and started in Britain, then slowly spread to the US and other countries. It was a pivotal turn for a society that determined the modern world as we used to see it and know it.
Machine tools, improved iron, and textile making, steam engines — all began springing up like mushrooms all over the island. Cheaper and quicker production capacities accelerated the efficiency and significantly increased the quality of life. However, society faced a new challenge — poorly paid workers operating in dangerous work conditions. It led to and the advancement of workers’ rights, first acts regulating and governing labor and its treatment, ultimately laying the foundation for initiatives such as the fight against child sweatshops, creation of minimum wages and labor unions, etc.
The Second Industrial Revolution happened at the junction of two centuries, 19th and 20th. It’s the period that showed enormous growth in a short span of time. Electrification pushed the creation of the first assembly lines, the first signs (examples) of automation, and telegraph invention, and the growth of railroad systems, all created conditions for the exchange of ideas and continuation of prosperity.
This era was also marked with the first steps in business management. The rise of the railway required that supervisors monitor the roads to prevent collisions and manage carriages, so having one central office wasn’t enough. As companies started to grow and open departments in different locations, there arose a need for management choices and decisions to be more deliberate and thorough. This means that business owners turned to scientific methods in human management and employee training and top managers had to have specific styles, traits, and qualities.
The Third Industrial Revolution is also known as the Digital Revolution, as it firstly introduced digital technologies to the manufacturing environment. It started in the 70s, gradually bringing digital computers and the Internet to the scene.
The invention of MOS transistors, IC chips, and later availability of computers, microprocessors, as well as cellular phones, brought global connectivity. A new set of skills became required, creating demand for new professions and expertise along the way.
The Internet showed the most promise and potential and that boosted the further research and development of the Internet of Things which nowadays is a frontline technology in smart manufacturing. Other technologies, like the Industrial Internet of Things (IIoT), artificial intelligence, robotics and drones, autonomous vehicles, additive manufacturing, and cloud computing, also became significant during the rise of Industry 4.0.
Industry 4.0: from the Internet of Things to Smart Factories
The new era has already started, and tremendous value is being felt more and more with each passing day. According to BCC Research, the global market will reach $21.7 billion by 2023 with a CAGR of 23.1% for the period of 2018-2023.
Industry 4.0 brings a certain level of autonomy to the machines and virtual systems that constantly evolve and provide new, higher levels of automation to the factories. This era can best be characterized by the following trends:
- connectivity;
- autonomy;
- automation;
- integration.
Manufacturers that adopt new technologies of Industry 4.0 break new grounds for their businesses. New approaches to product design and production, distribution, supply chain, operations appear, and companies are able to modernize their business models, deploy new product lines, or offer customized products.
Industry 4.0 utilizing the power of communications technology and innovative inventions to boost the development of the manufacturing industry. Kagermann, Wahlster & Johannes, “Recommendations for Implementing the Strategic Initiative INDUSTRIE 4.0“
Pioneers of Industry 4.0 like Bosch, Volkswagen, and other adopters state that they managed to get help on the following objectives:
- cost reduction;
- reduction in usage of resources (water, energy, etc.);
- reduction in carbon dioxide emissions;
- increase in revenue;
- increase in efficiency;
- production time reduction;
- machine downtime reduction;
- increase in machine life;
- defect level reduction;
- improvement in employee safety;
- increase in customer satisfaction.
From the beginning, Industry 4.0 was powered by the Internet of Things that quickly emerged on the market. The concept of the Industrial Internet of Things (IIoT) in manufacturing is tightly connected to the data and its application. Smart devices connected through the Internet give a new perspective into any operation that happens in the factory. The data generated in real-time shows the real state of equipment, premises and provides C-level executives with relevant info for strategic decision-making.
But it’s not the only technology that is crucial for Industry 4.0, which is driven by a set of advanced technologies.
- Artificial Intelligence — the main technology that provides autonomy and is able to make decisions itself; provides predictive maintenance, digital twins, forecasting, computer vision
- Additive manufacturing provides quicker production of complex goods, is powered by 3D printing.
- Augmented reality — technology that adds virtual elements to the real-world environment; is used for advanced employee training, predictive maintenance, product development.
- Autonomous vehicles are created in the form of self-driving cars, trucks, and tractors.
- Big Data — such a huge amount of data that can’t be processed through traditional methods; gathered and applied to improve performance and cut spending; one of the latest trends here is a data lake (an entity that stores data from multiple sources in different formats in one place
- Cloud Computing — on-demand technology that allows data storage in virtual entities.
- Cyber-Physical Systems — integrated systems that are managed by computer-based algorithms.
- Digital Twins — a virtual simulation of a real asset for analytic purposes.
- Drones — used for quality monitoring, product transportation, the discovery of raw materials deposits.
- Robotics — smart robots that automate repetitive or dangerous tasks.
When several of these technologies are used in unison, we call it a smart factory system in the context of manufacturing. It is the strongest form in which Industry 4.0 can be manifested. It is a highly digitalized factory with automated shop flow, where the data seamlessly flows between shop flow and management offices.
Smart Factories as a Cornerstone of the Fourth Industrial Revolution
Smart factories might contribute up to $2 trillion to the global economy per year by 2023. This shows how the importance of this concept to society is growing, and that more and more manufacturers are seriously considering switching to smart technologies.
According to the Manufacturer Annual Manufacturing Report of 2019, 81% of manufacturers stated that they were ready to invest in digital technologies to gain higher productivity. COVID-19 only pushed companies in this direction, says the report by the Manufacturer and IBM, as 67% of manufacturers accelerated in their digital transformation.
Smart manufacturing concentrates its impact on the four walls of traditional factories but uses digital technologies, communication for enhanced connectivity not only inside its operations but also along the entire supply chain as well.
We are praising smart factories for their automation, but it is hardly a new concept. The first attempts of automation were introduced at the beginning of the 20th century, and the adoption of computers has accelerated this process. So what is different now, with the implementation of Industry 4.0 for manufacturing?
The core distinction is in the aforementioned connectivity: the previous level of automation usually meant that data was stored in so-called silos, and the machines could execute certain tasks automatically, but human involvement was still required to compare data and run analytics. Industry 4.0 technologies, mainly Industrial Internet of Things remove this disruption, ensure machine-to-machine communication and delegate some of the decision-making and analytics to algorithms.
As a result, manufacturers get a self-regulating system that barely needs any human involvement at all in operations. This also implies that lower time-to-market, enhanced productivity, and better product quality are all a given. Moreover, according to the Manufacturer’s report we’ve already mentioned, 91% of manufacturers believe that the workforce will become more engaged when they will be working alongside machines instead of operating them.

There are successful examples of factories functioning in such a manner all over the world. Let’s scrutinize them to get a better image and understanding of the concept of smart manufacturing.
Tesla Gigafactories
Elon Musk’s Tesla doesn’t need any introduction as a brand, suffice to say that as of late, Tesla has become easily the most valuable car manufacturer in the world in terms of capitalization. Currently, the company operates several Gigafactories: Giga Nevada, Giga New York, and Giga Shanghai; two other Gigafactories are in Berlin and Texas and are still under construction.
Giga Nevada is the oldest of them, operating since 2016. The staff consists of 7000 employees who work alongside smart robots that move materials between premises quicker than people. Robots take the same programmed routes and keep the assets moving from inventory to product line all day long without any human participation.
Bosch Automotive
The German manufacturer opened its plant in Chinese Wuxi in 2013. It’s one of the most vivid examples of implementation of Industrial Internet of Things in manufacturing, as the company embedded smart sensors into machines and started analyzing the data from machines and inventory. As in a textbook, the factory upgraded its infrastructure, and now it runs preventive maintenance that eliminates issues before they can occur.
Haier Factory
Haier, a Chinese manufacturer of home appliances and consumer electronics has one of the most profound factories in the world. It is situated in Qingdao in eastern China.
The factory is able to receive a customer order via the Internet and immediately proceed with its processing on the assembly line. Such interconnectivity also allows manufacturing a custom product tailored to the needs and wants of any client.
Challenges of Industry 4.0 for manufacturing
Changing the angle and adopting new technologies help your business to move forward, but it doesn’t eliminate all arising challenges.
Embracing New Approaches
Switching to the methodologies and technologies of Industry 4.0 for manufacturing will demand a lot of effort, as any ambitious transformation is a long game. The smart factory system needs a lot of complex technologies, and sometimes the finish line may be delayed or the result may be disappointing.
So, before starting your transformation, you should create a strategy and define your goals and expectations. Choose what aspects of your manufacturing you want to improve, consult with specialists who can give their technical expert advice to your knowledge of inner processes. For example, our business analysts and developers can consult you on the Discovery Stage and suggest the best strategies of how to implement smart technologies in your business.
Utilizing Data
Basically, if we need to divide the main processes in Industry 4.0, we will get two main steps: gathering data and applying it. One of the common mistakes made by manufacturers is when they (often unknowingly) generate huge amounts of data of any kind, but don’t make use of it.
That’s why you need to evaluate your needs and have a plan in place for implementing any updates. Implementing artificial intelligence along with Industrial Internet of Things (IIoT) sensors gives you a powerful combination that can bring you a strong automated system.
Cybersecurity
It is definitely a valid concern for any institution that operates with heavy amounts of data and relies on digital and wireless technologies. Smart factories operate with sensitive data and use the Industrial Internet of Things (IIoT), which can sometimes be unreliable in terms of cybersecurity. And any breach or threat may not only jeopardize personal info or commercial secrecy but compromise heavy equipment, infrastructure, and harm employees.
This challenge may be solved by implementing adequate security measures. It’s especially important while developing solutions for your smart factory system. As a company with 10 years of experience, Altamira has mastered secure software development. While developing your custom application, our experts will follow the established protocols and policies necessary to build secure software.
Lack of Tech Expertise
If you’re in the early stage of your digital transformation, your team may lack appropriate experts who can guide you through this process. You will definitely need a person that has relevant experience and can be in charge of changes, and it’s unlikely that any of your current IT experts will have such knowledge or will be able to juggle it with their main responsibilities.
So, there is a pretty obvious solution: you can hire an expert to be part of your internal team or turn to outsource or outstaffing to strengthen your company with external specialists or create a whole new outside development team altogether.
To Sum It Up
Industry 4.0 is a new era in manufacturing, and it brings new perspectives into the field. We are still in the inception or transitional period when many businesses are only starting to explore opportunities, evaluate risks and benefits. As such, getting a head start on this can serve companies as a tremendous competitive advantage on the market, since production powered by smart technologies is revolutionary in that it is far more efficient and cost-optimized than the traditional (or status quo) approach to manufacturing.
Manufacturers have a lot to consider. But to successfully undergo this much-needed transformation, every business needs a reliable software development company that will cover your needs. Choose Altamira as your partner and benefit from attentive service and high-quality end-software.
FAQ


